Die Casting: Optimized Quality, Robust Tooling and Cost Effective Processes
The quality and profitability of high pressure die castings are driven by the tooling design, the layout of the gating system, the thermal control of the die and reproducible manufacturing conditions.
MAGMASOFT® is capable of autonomously establishing robust process conditions and optimized solutions for high pressure die castings regarding casting geometry, die layout, thermal control and process parameters. The integrated tools to statistically set up virtual Designs of Experiments and automatically assess results support the die caster in determining optimal design and process conditions, for example regarding:
- best shot profile, dosing and waiting times
- optimization of the gating system for balanced filling, reduced gas inclusions and misruns
- efficient thermal control of the die and extended die life
- robust process parameters, including shot curve, intensification pressures and squeezing for reduced porosity
- optimized die design and quenching conditions for minimized part distortion
Evaluation of phenomena during filling of the shot chamber and the shot
Evaluation of phenomena during filling of the shot chamber and the shot

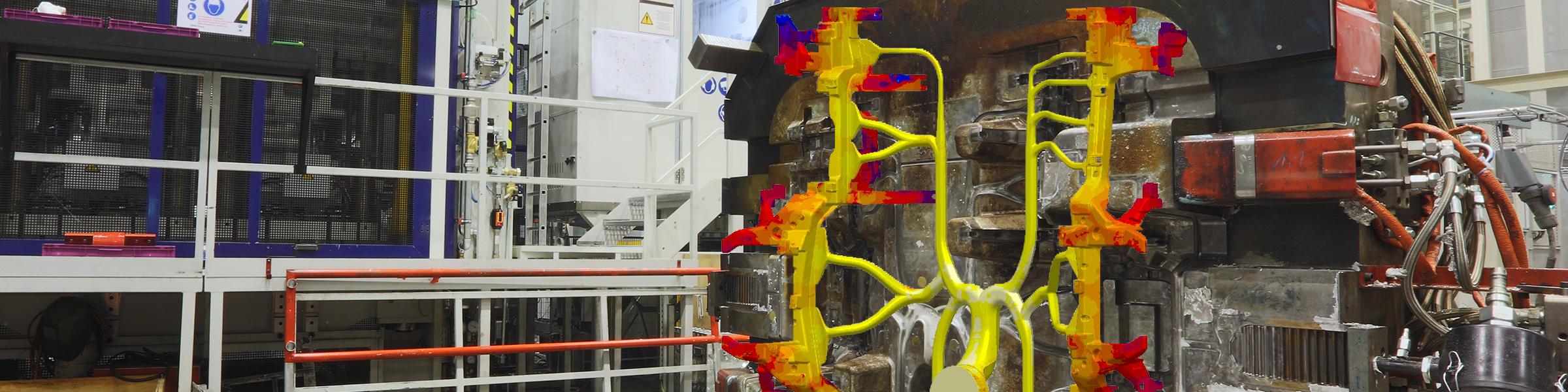
Temperature distribution during filling of a structural part

Turbulence during die filling and resulting gas inclusions

Assessment of venting and vacuum efficiency
Spraying

Die temperatures before and after spraying

Tendencies for die soldering

Assessment of die temperatures during a process interruption

Quantitative assessment of tooling heat balance in die casting

Autonomous evaluation of different cooling conditions on total solidification time

Comprehensive options for statistical evaluation

Part distortion during die casting and heat treatment

Quantitative evaluation of part distortion

Estimated lifetime of a die insert
MAGMASOFT®’s unique integrated methodology of virtual experimentation and autonomous optimization lets the software automatically run through various die casting design and parameter combinations. MAGMASOFT® helps identify a set of process conditions best meeting the specified requirements. This is done quickly and comprehensively, matching different objectives considering all driving forces decisive for high pressure die casting quality.
This makes MAGMASOFT® key for part designers, toolmakers and die casters to layout optimal die cast component designs, implement reliable production processes, minimize quality risks, set up reliable process windows and realize the full potential of high pressure die cast materials.
 MAGMA")
Die Casting Reference
DGS Produces One of the Largest Die Cast Parts Worldwide
Each hour, the sun radiates enough energy onto the earth to cover the annual energy demand of the whole world population. For better exploitation of this solar energy, DGS Druckguss Systeme AG, St. Gallen, Switzerland, produces frames for hot water solar panels. Recently, the production of these frames was changed from welded extrusion molded parts to aluminum die castings. The success of this change was so noteworthy that the new frame received a ”Special Recognition“ award in the International 2014 Aluminum Die Casting Competition.