Verzug in Stahlgussteilen
Viele große Stahlgussteile sind von der Wandstärke her erheblich überdimensioniert, um Gussteilverzug nach der Bearbeitung auszugleichen. Dies erhöht die Fertigungskosten durch Materialeinsatz und durch erhöhte Bearbeitung erheblich. Dedini nutzt MAGMASOFT®, um den Verzug des Gussteils während der Erstarrung und Abkühlung vorherzusagen und damit die Bearbeitungszugaben zu minimieren.
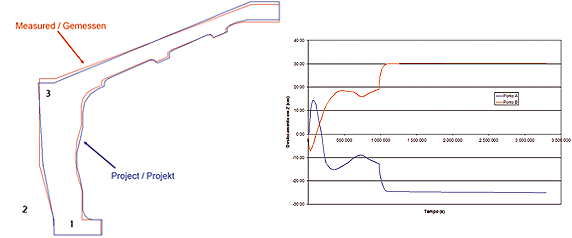
Zunächst wurden drei Teile berechnet und mit realen Messungen von Rohteil und bearbeitetem Fertigteil verglichen. Durch Messpunkte kann der komplexe Verlauf des Verzugs in beliebigen Punkten des Gussteils auch über den gesamten Abkühlverlauf quantitativ verfolgt werden.
Der Vergleich der Messergebnisse von Rohteil, Fertigteil und Simulationen ergab eine maximale Abweichung von 6 mm bei maximalen Bauteildimensionen von 1800 mm. Durch die Sicherheit der Vorhersagen konnte Dedini die Bearbeitungszugaben aufgrund von Gusteilverzug bei vielen Gussteilen substanziell verringern
* Mit freundlicher Genehmigung von Dedini, Brasilien