Optimales Gussteil – lokale Spezifikation
Die Gießtechnik für dieses Gussteil aus GJS wurde mit autonomer Optimierung in MAGMASOFT® ausgelegt. Gleichzeitig sollten die Porosität minimiert und das Speiservolumen reduziert werden. Schwieriger gestaltete sich jedoch die Festlegung von Randbedingungen für den Optimierungsalgorithmus: wo im Gussteil wird welches Gefüge (Sphärolitenzahl, Perlit / Ferritverhältnis) benötigt, um die geforderten 700 MPa Zugfestigkeit zu erreichen? Welche niedrigsten und höchsten Werte liegen in der Toleranz?
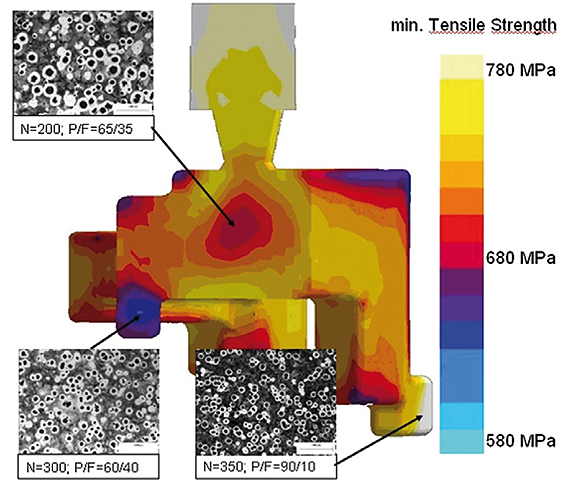
Verschiedene Optimierungsläufe wurden durchgeführt, bevor seitens der Konstruktion schließlich verstanden und akzeptiert wurde, dass alle Optimierungen in einen Kompromiss münden: 580 MPa - 780 MPa in den kritisch belasteten Gussteilbereichen und zulässige Kombinationen von höheren Festigkeiten / niedrigeren Dehnungen und umgekehrt eben dort, wo es die Funktion des Gussteils nicht beeinträchtigt.
Eine wichtige Schlussfolgerung konnte gezogen werden: es ist üblich, einfache Spezifikationen festzulegen; die autonome rechnerische Optimierung erzieht jedoch dazu, stattdessen einen optimalen Kompromiss anzustreben.
* Mit freundlicher Genehmigung von Heidelberger Druckmaschinen, Deutschland