Overcoming Shrink Without Tooling Changes in Investment Casting
Located just outside of Grand Haven, Michigan, EPS Industries produces mission-critical investment castings for the military, pump and valve, transportation, and medical industries. Their success is built on continuous improvement: every part and process are repeatedly evaluated to ensure that they turn around the highest quality parts as quickly as possible.
When one of their high-production lever castings was returned by the machine shop for occasional shrink on a critical surface, they knew that there must be a better way to make that part. Engineers at EPS tested some modifications to the layout of parts on the sprue, which yielded some improvements, but about 25% of the parts still showed shrinkage after machining.
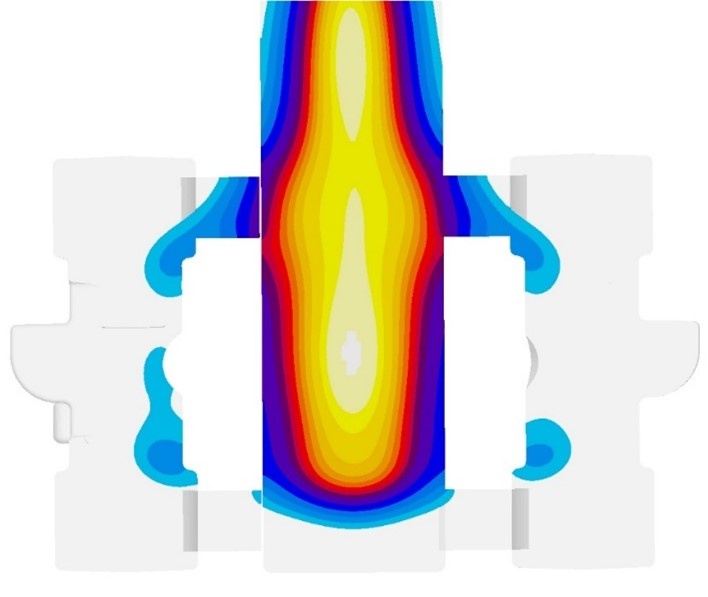
EPS reached out to engineers at MAGMA to simulate the lever castings and investigate further improvements. The initial simulations showed that despite a relatively straight-forward geometry, the casting had two separate hotspots that are somewhat merged (shown below). Being unable to determine whether there’s two separate hotspots or just one made the gate design challenging.
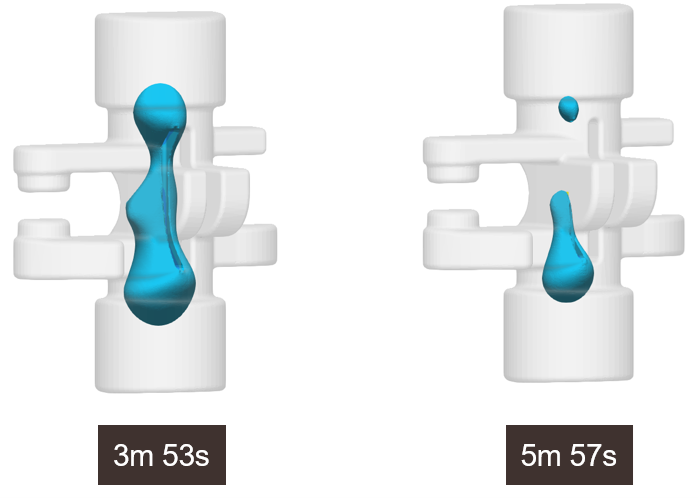
In the original setup, the hotspot(s) were addressed using two gates, one at the top of the casting and one at the bottom. This effectively fed both hotspots, however the gates competed to feed the center of the casting. Without clear directional solidification, hotspots were left in the casting and shrinkage porosity was formed.
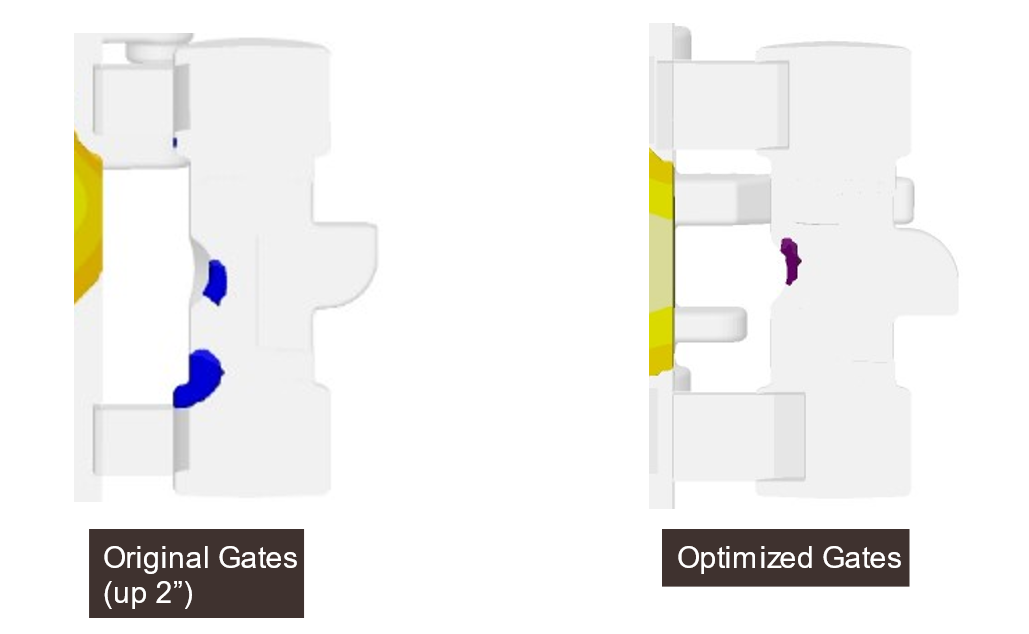
Engineers at MAGMA approached the problem in two steps: first, they constructed optimal gates and then second, they optimized the part layout on the sprue. Gates were designed that maximized the local directional solidification. The gates were made larger to ensure longer feeding and placed as close to the hotspot as possible while still allowing for gate grind.
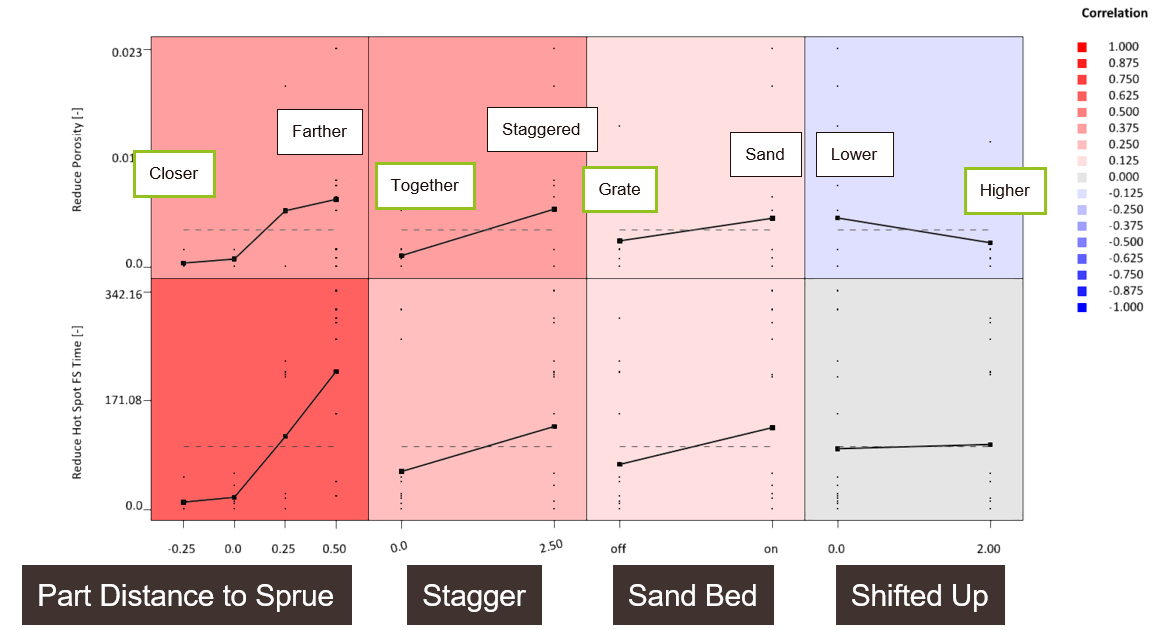
To find the idea part positioning, the engineers ran a Design of Experiments (DOE). The DOE tested the gate length, staggering the parts or putting them in a cluster, how far the parts were from the base of the mold, and whether the sprue was set in sand or on a steel grate. The experiment found that keeping the part as close to the sprue as possible (while still allowing for cut-off) minimized the porosity. Additionally, clustering the parts together reduced porosity, the parts performed better higher up the sprue, and the grate created somewhat less porosity than the sand bed. The combination with the lowest hotspot was chosen to proceed with.
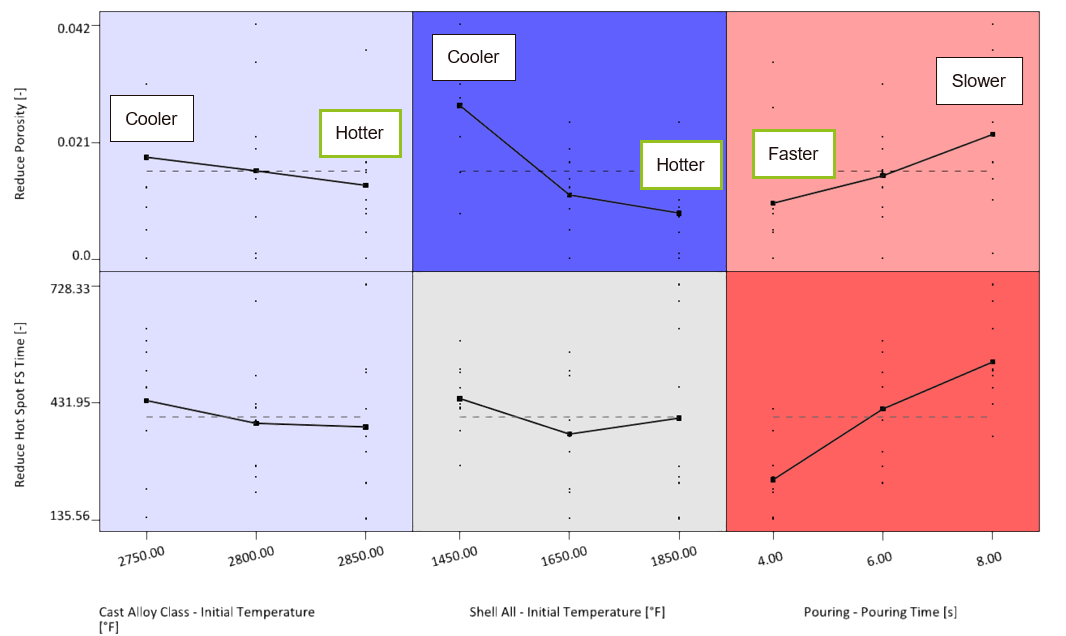
With the gates and part positions optimized, the final step is to determine the optimal process window. The engineers at MAGMA set up the final DOE to investigate the impacts of metal temperature, shell temperature, and pouring rate. The results showed that porosity could be further reduced by pouring the molds as fast as possible, and with hotter metal and shell temperatures than were originally specified. However, even in the worst cases, the resulting porosity was predicted to be much better than with the existing mold setup.
At the end of the project, the foundry ran a sample of only the position changes and process changes, and found that those alone were enough to eliminate their scrap. Thus, without making any tooling changes, they were able to reliably produce defect-free castings.
About EPS Industries, Inc.
EPS Industries, Inc. has been perfecting and continuously improving the art of investment casting since 2000, with over 20 years of service manufacturing parts for the medical, transportation, military, steam component, pump and valve industries.