Optimizing cycle times for improved productivity
In recent years, foundries have been facing continuously growing pressure from their customers in the automotive industry to increase the final quality of the component and to reduce costs. The second highest costs in the whole process are productivity related, driven by cycle times. Therefore, BENEŠ a LÁT had decided to optimize their production by optimizing the cooling system in a low pressure die with MAGMASOFT®. The results from the simulation software have been proven by practice and led to a remarkable reduction of the cycle time.
Instead of using the old-fashioned trial and error method based on numerous and costly experiments, BENEŠ a LÁT engineers decided to use a far more predictable way of optimization. A virtual Design of Experiments using MAGMASOFT® was applied to search for an ideal set up of process parameters to control individual cooling lines, i.e. time of cooling and flow rates of the cooling medium.
The crucial point in the desired production cycle reduction was not only about finding the right process conditions. It was obviously just as important to maintain the casting soundness at the same time.
A first analysis of the original process layout was performed to verify the process parameters used in series production. The basic simulation revealed that the process parameters and the time until ejection were designed very precisely and left no room for shortening the cycle without impacting the heat balance of the die. The total closing time of the die was 460 s.

Based on the given cooling line geometry (fig. 1), MAGMASOFT® automatically performed a virtual Design of Experiments for all feasible combinations of flow rates as well as variations of only the upper channels or bottom circuits being active.
Subsequently, the software allowed a statistical evaluation of all combinations based on the two predefined objectives: to shorten the production cycle by at least 150 seconds and to maintain the internal soundness of the casting.

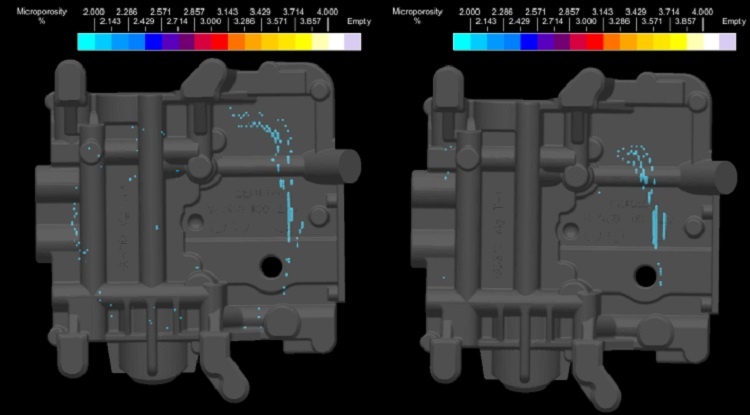
The evaluation of the virtual experiments in a correlation matrix, to find out how intensively the individual parameters affected the objectives, (fig. 2) made clear: increasing the flow rate of the medium reduces the production cycle. In addition, the assessment revealed that an increased flow in the upper channels also had a positive effect on the reduction of microporosity in the casting, but only up to a flow rate of 50 l / h. At a higher flow rate, a slightly worsening tendency for the presence of micropores was noticeable. For the cooling circuit in the lower half of the die, there was also a positive effect on shortening the production cycle, most effectively between variants where the bottom channel was not used and where a minimum flow rate of 20 l / h was considered. Activating the bottom circuit had a positive effect on the shortening of the production cycle, but a significantly negative effect on the occurrence of microporosity in the casting (fig. 3) and was therefore not applied in production.
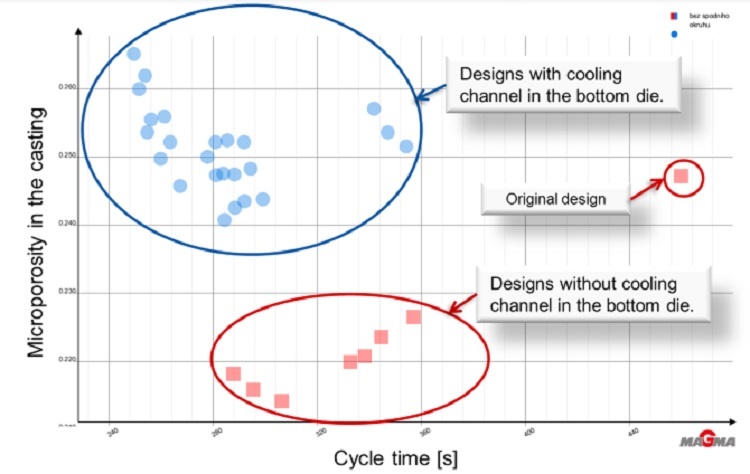
The design eventually chosen only involved the use of upper cooling channels. Using a flow rate of 50 l / h, the desired shortening of the cycle time could be achieved by about 150 seconds compared to the original process.
Practical validation proved that virtual optimization with MAGMASOFT® had evaluated the input parameters correctly and recommended a truly optimal solution. As a result of all these efforts, the total cycle time had been reduced by ten percent.
No further production parameters had to be significantly altered to maintain the casting quality, including the benefits of robust production conditions (fig. 4).
For BENEŠ A LÁT, this project made clear that MAGMASOFT® may not only be used to predict and solve casting defects, but should be used as an assistant in optimizing the manufacturing process before start of production.
Located in the Czech Republic, Beneš a Lát is a medium-sized enterprise considered one of the leaders in low-pressure casting technology, with more than 70 years of experience in gravity casting, die casting and plastic injection molding.
Thanks to the capabilities of four different metal casting technologies under one roof, customers are able to decide on which technology is most economical for their needs, therefore saving development costs and time to market for new products.
Beneš a Lát was awarded the 2007 COMPANY OF THE YEAR and the National Quality Award 2008.