Re-Engineering the Past with Modern Technology
Re-engineering a historical steam locomotive is a real challenge. The British foundry Boro was asked to cast a key component of the engine using its original design and manufacturing technique. Due to the optimization of the methoding with MAGMASOFT®, the casting was done right the first time.
There are few things that capture the imagination of engineering from the past like the sights and sounds of a steam locomotive thundering down the track. If you thought this scene and the skills to produce these amazing locomotives long since lost to history - you would be wrong!
The Standard Steam Locomotive Company Limited (UK) is building a brand new steam locomotive using the original design drawings that British Railways had initially commissioned back in the 1950s. This original locomotive build was ultimately cancelled due to the migration into the diesel engine era, and there are no surviving examples of this particular locomotive class, the Clan class.

This project is set to re-introduce the lost Clan class locomotive back onto British railways. Many of the key components are required to be cast, staying true to the original design. The Boro Foundry in Stourbridge, UK, a modern family-owned company established for over 60 years and producing various grades of iron and steel castings, was selected to produce a 210 kg carbon steel steam spider exhaust manifold. Based on the complexity of the component and the small quantity required (only 1!), a 3D printed sand mold was chosen as the method of manufacture. Due to the cost of the alloy and 3D printed mold, the need for a ‘right first time’ casting was paramount.
For the development and assessment of a suitable casting method, Maxima Engineering (United Kingdom and Republic of Ireland agents for MAGMASOFT®) were contacted for assistance.
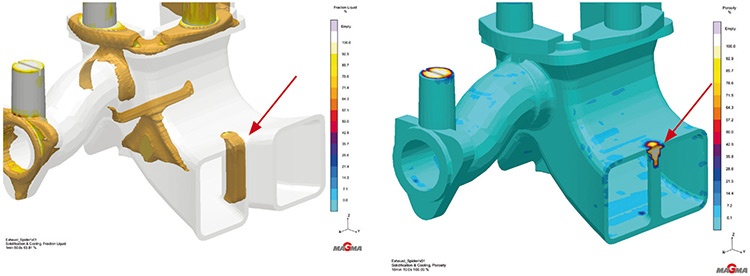
The original foundry method was simulated using MAGMASOFT®. This simulation indicated a large area of isolated liquid steel during solidification, shown below left. The result is a significant risk of porosity, shown below right.
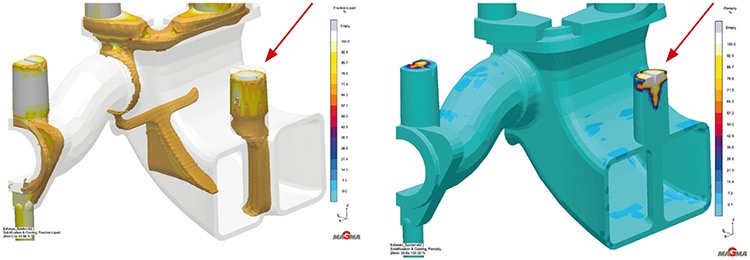
Following a review of the design, it was decided to add a small pad above the affected rib area, to allow a feeder to be placed there and thus allow for direct feeding (below left). This pad allowed directional solidification to the feeder and significantly reduced the predicted porosity risk (below right).
This redesign to the original method using MAGMASOFT® was adopted by the foundry for the production of the part.
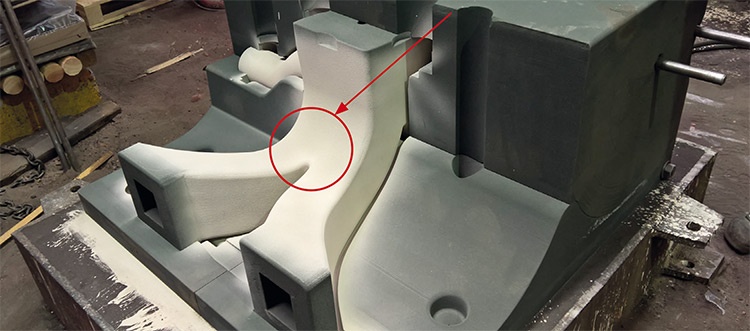
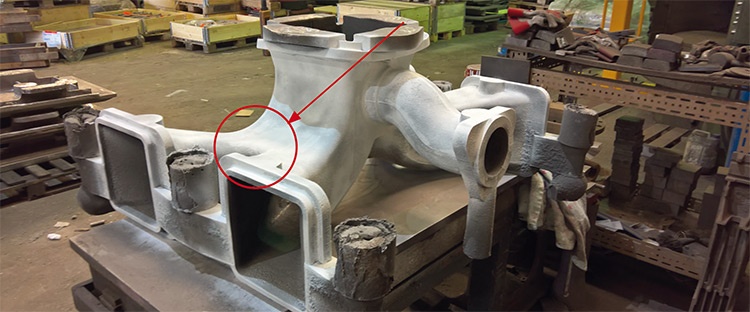
The manifold produced after the introduction of the feeder showed no porosity, as predicted by MAGMASOFT®. This has saved a significant level of weld repair (if at all permissible).
The Boro Foundry now looks forward to many more similar projects. As the demand for 3D printed sand molds increases due to small production runs of complex castings, the need to incorporate MAGMASOFT® in the development process will become key to the goal of a ‘right first time casting’.
The Boro Foundry, based in Stourbridge, Great Britain, was founded over 60 years ago. Today, the family-owned company produces various kinds of iron and steel castings. The range of materials includes, among others, grey cast iron, carbon steels, ductile iron, alloyed iron, Ni-resist as well as stainless steels. The modern production sites in the plant in Lye (Stourbridge) allow performance of all process steps, from the first drawing to the casting up to the finished CNC-machined, high-quality component. Castings can be manufactured using various molding processes. For special projects such as railroad castings, unit weights can range from 1 kg to 8,000 kg depending on the metal type.