Optimized Gating Design Helps Reduce Quality Issues
The foundry ETA d.o.o. in Cerkno, Slovenia, belongs to the E.G.O. group and produces grey iron parts using alloys EN-GJL-150 to EN-GJL-300 from 0.1 up to 50 kg on horizontal molding lines. Stove hot plates in different sizes belong to their major products. To cast these types of parts, it is necessary to keep the alloy composition within reasonable tolerances, control the quality of the sand and design a proper gating system in order to fill the castings smoothly and homogeneously.
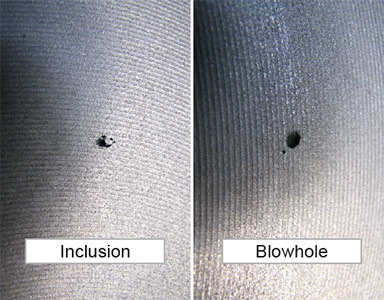
A poorly designed gating system for these kinds of castings can easily lead to a high scrap rate (up to 75%), as the whole surface will typically be machined. This means no defects such as sand inclusions or blowholes are acceptable. Therefore, the main target in designing a proper gating system is to keep metal velocities and related turbulence as low as possible.
When the foundry started producing a new hot plate with a 360 mm diameter and a thickness of 5 mm, ETA ended up with substantial quality problems. Many parts had to be rejected because of sand inclusions and blowholes.
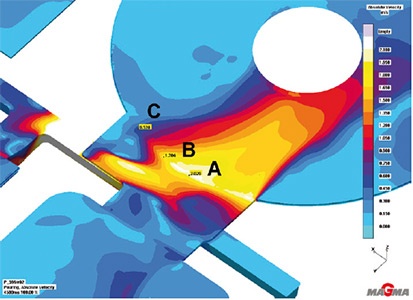
ETA investigated the flow behavior of the melt with MAGMA5 to find the root cause for the defects and to take the right measures to reduce the high scrap rate. As an indicator for the flow behavior, they used virtual control points in the gate areas and velocity results in MAGMASOFT®. The local gating speeds at three different locations can be seen in Figure 2.
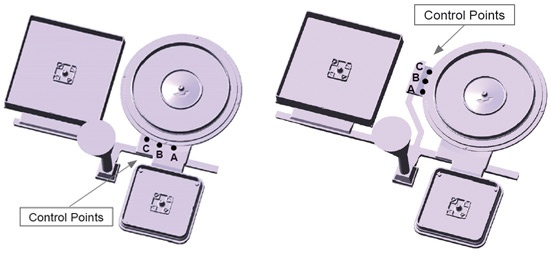
To avoid the peaks in the metal speed (up to 2 m/s) especially at the end of filling and to homogenize the metal flow in general, the gating system design (ratio of cross-sections between sprue : runner : gate) was changed. Additionally, a second gate was introduced (see Figure 3).
Due to the increased ratio between runner to sprue and gate runner, the overall flow velocities could be reduced. Figure 6 shows the development of metal speeds for the new design (both gates). A statistical analysis of the simulated average, maximum and minimum velocities at the different locations of the two designs clearly showed that all critical parameters in terms of metal speeds (especially the average and maximum) could be reduced.
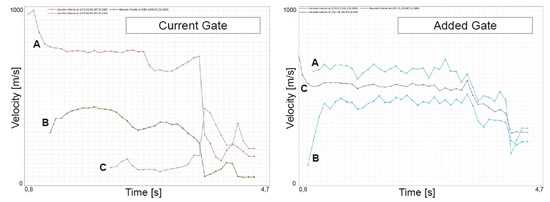
The average velocity for the new gating design could be reduced from 0.57 m/s to 0.49 m/s, the average of the maximal velocities was cut from 1.47 m/s down to 0.64 m/s and the average of the minimum velocities dropped from 0.48 m/s to 0.14 m/s.
By introducing the optimized gating system with a ratio of sprue : runner : gate from originally 1 : 1.1 : 1.9 to 1 : 1.4 : 2.4, ETA solved their quality problems. The increased ratio of the gating system sections led to a weight increase of approximately 10%. On the other hand, the scrap rate was lowered by 80%, so that the measures taken were not only successful for the casting quality but also in terms of an overall cost reduction.