
How Effective Is Your Spraying Process?
The increasing complexity of modern high pressure die castings and the variety of quality requirements call for early-stage robust decision-making on casting process design. Structural components are characterized by complex thin-walled geometries, often combined with thick-walled areas for fastening points. In addition, minimum draft angles as well as the high demands on surface quality pose a particular challenge for the spraying process. From a tooling point of view, a major priority is the prevention of early-stage damages caused by thermal shock due to conventional water-based spraying.
The new options available in MAGMASOFT® 5.4 allow optimizing the spraying process in detail: For example, you can analyze in detail the surface temperature of the die or the wetting of individual tool areas for optimizing the casting quality. In this context, among others, cold laps, porosity or die soldering are considered. Moreover, it is possible to evaluate the distortion of tool components or the lifetime of a die insert.
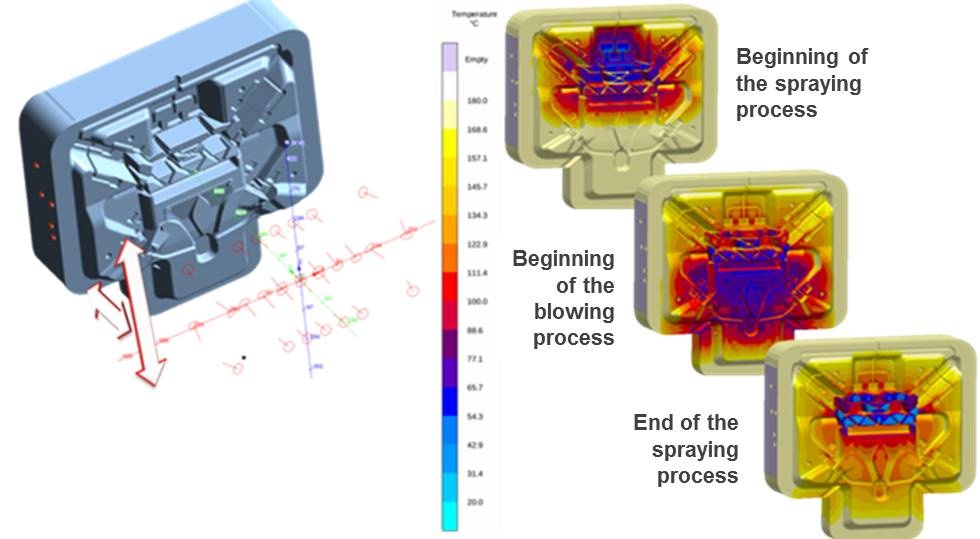
The following images show the spraying process represented in MAGMASOFT® with individual spray nozzles and spray circuits as well as the spray head movement including the display of the resulting local surface temperatures of the die in the course of the spraying process.
Thermocouples in areas near to the surface of the die allow evaluating the effectiveness of the spraying process combined with the inner die thermal control. Based on an idealized homogeneous initial temperature of the die, after the energy discharge at the die surface caused by the spraying process, in the areas 1 and 4 a reheating of the surface takes place due to the energy stored in the die. Particularly in area 3, near the gate, in the course of the cycle a clear temperature hysteresis occurs, causing a risk of early-stage damages to the die due to so-called heat checking.

The temperature curves in the die area close to the surface illustrate the effectiveness of the spraying process combined with the internal die thermal control. The internal spot cooling in area 2 locally removes energy from the die and reduces the reheating of the die surface.
Do you wish to learn more about this subject? Then ask for information about our seminar “Simulation and High Pressure Die Casting” (https://www.magmasoft.de/en/magmaacademy/seminars/seminar/simulation-and-high-pressure-die-casting-basics-process-design-casting-system-calculation/). This seminar gives an overview of the individual process development tasks, from the determination of the machine size up to the gate design. The flow behavior for different runner systems is discussed using concrete examples, thus providing the basics of designing gating systems for robust high pressure die casting processes.
MAGMAacademy Contact
Dipl.-Ing. Tristan Kotthoff
Malaika Heidenreich
Phone: +49 241 88901-699
Mail: academy@magmasoft.de