Optimierung von Design und Gießtechnik im Stahlguss
Warmrisse sind eine der wesentlichen Fehlerquellen im Stahlguss. Kostenintensive Nacharbeit kann jedoch vermieden werden, wenn Gussteildesign und Gießtechnik rechtzeitig überdacht und zielführende Änderungen entwickelt und abgesichert werden.
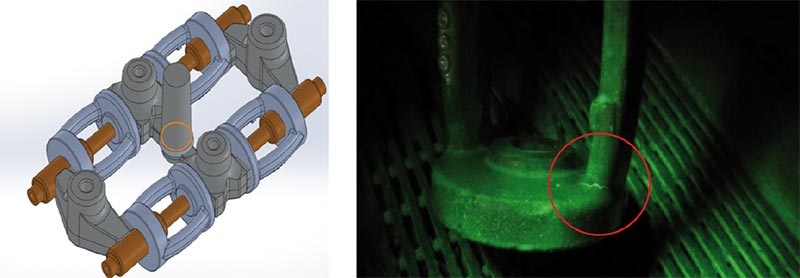
Bei der Produktion eines von Eagle Alloy im Maskenformverfahren gefertigten Stahlgussteils kam es vor der Optimierung in 8 von 10 Fällen zu Problemen. Risse an den inneren Ecken der Längsstreben mussten kostenintensiv durch Reparaturschweißen nachgearbeitet werden. Zur Überprüfung der Teile war zusätzlich eine aufwändige Magnetpulverprüfung erforderlich. Dadurch war das in einer Vierfachform im Maskenformverfahren gegossene Teil auf Dauer nicht wirtschaftlich herzustellen.
Die Ingenieure von Eagle Alloy beschlossen, dass zur Optimierung der Fertigung Änderungen sowohl der Gießtechnik als auch des Gussteildesign erarbeitet und überprüft werden mussten. Um diese Aufgabe zeitnah und kostengünstig zu bearbeiten, entschieden sie sich dazu, unterschiedliche Varianten mit MAGMASOFT® zu überprüfen.
Dafür wurden die Möglichkeiten der virtuellen Versuchsplanung in MAGMA5 genutzt. Der Software wurden als Optimierungsziele die folgenden Aufgaben gestellt: Zum einen sollten die Risse im Problembereich vermieden werden. Zum anderen sollten notwendige Änderungen die Speisbarkeit des Teils nicht beeinträchtigen. Um diese Ziele zu erreichen, wurden sowohl die Geometrie des Teils als auch der Speisungstechnik variiert und in einem Versuchsplan (DoE) in MAGMA5 durch die Software automatisch abgearbeitet. Die virtuellen Versuche ermittelten sowohl die Erstarrung als auch die Abkühlung des Teils bis auf Raumtemperatur - inklusive der dabei entstehenden Spannungen und Rissneigung. Die jeweiligen Qualitätskriterien für Speisung und Warmrissneigung wurden in speisungskritischen und rissgefährdeten Bereichen automatisch bewertet.
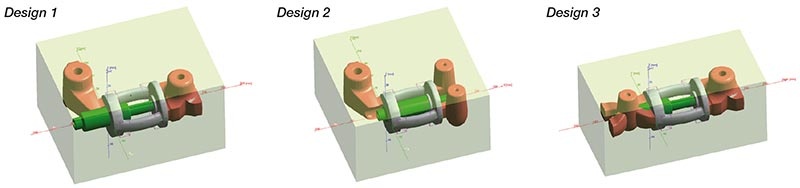
Insgesamt wurden 12 unterschiedliche Lösungen entwickelt und überprüft. Die Veränderungen bezogen sich auf die Gussteillage, die Geometrie des Gussteils, die Speiserkonfiguration und die Prozessparameter.
Für die Auswertung der virtuellen Experimente nutzten die Ingenieure die in MAGMA5 implementierten statistischen Werkzeuge. Die Analyse der Ergebnisse ermöglichte eine quantitative Bewertung aller Designs, um eine mögliche optimale Fertigungstechnik, die zu robusteren Lösungen führt, zu ermitteln.
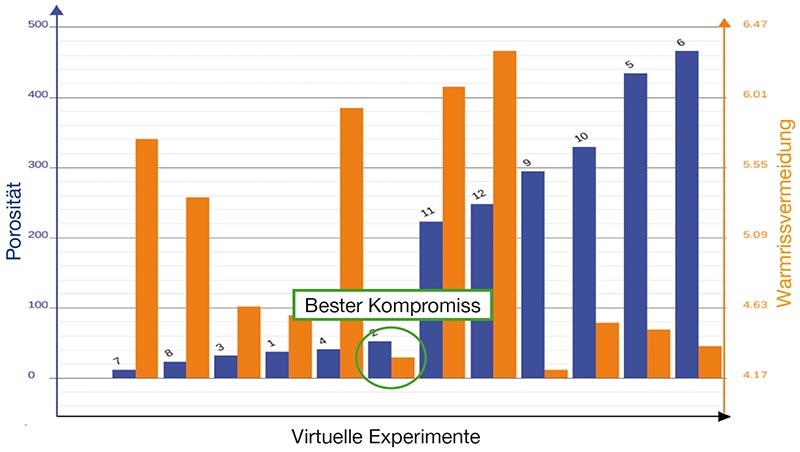
In einem Säulendiagramm konnten die unterschiedlichen Qualitätskriterien für alle Varianten schnell miteinander verglichen werden. Dabei wurden die gegenläufigen Trends von Porosität und Rissbildung deutlich.
Bei einer optimalen Speisung mit minimaler Porosität trat wie erwartet die stärkste Tendenz zur Warmrissbildung auf. Dies liegt an den verlängerten Erstarrungszeiten und erhöhten Temperaturunterschieden zwischen Gussteil und Speisern, die die Speisung begünstigen, aber zu hohen Dehnraten und somit zu einer erhöhten Warmrissneigung führen. Anhand des Säulendiagramms war es den Ingenieuren möglich, ein Design zu ermitteln, das den besten Kompromiss zwischen den beiden gegenläufigen Zielen lieferte.
Der Vergleich der Ergebnisse zwischen der Ausgangssituation und dem besten Design zeigte, dass nur durch geometrische Änderungen - sowohl im Gussteil als auch in der Speisungstechnik - die auftretenden Spannungen und Porositäten gleichzeitig deutlich reduziert werden konnten.
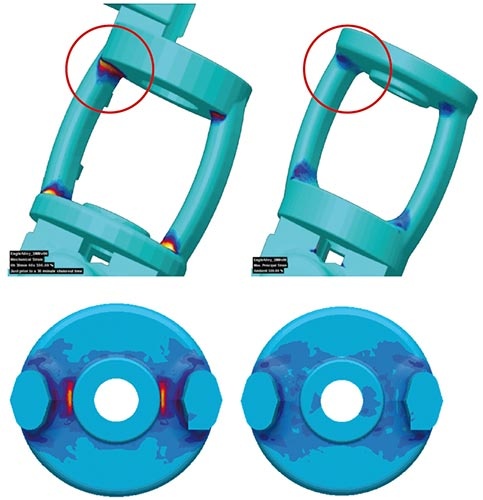
Im Vergleich zur Ausgangssituation konnten mit dieser Lösung die Spannungen und plastischen Verformungen im kritischen Erstarrungsbereich um 61 % vermindert werden. Dabei erlaubt die Auswertung in MAGMASOFT® eine quantitative Bewertung der Beiträge für die einzelnen Maßnahmen: Die fertigungstechnischen Veränderungen reduzierten die Spannungen und Dehnungen um 30 %, während die angepasste Gussteilgeometrie zu einer 44 %-igen Reduzierung führte.
Aufgrund der positiven Ergebnisse konnten sowohl die Magnetpulverprüfungen als auch der Bearbeitungsaufwand reduziert werden. Die Berechnung der 12 Versionen wurde auf einer 8-Kern-Workstation durchgeführt und dauerte insgesamt 22,5 Stunden. Die Durchführung praktischer Versuche für jede dieser 12 Versionen hätte mehrere Wochen in Anspruch genommen und dabei nicht zu rechtfertigende Material- und Lohnkosten verursacht. Ohne den Einsatz der virtuellen Versuchsplanung wären die dazu notwendigen Änderungen der Modellplatte in Realität nicht so gut abgesichert worden.
Die systematische Nutzung des virtuellen Experimentierfeldes hat bei Eagle Alloy entscheidend dazu beigetragen, dass das Gussteil spezifikationsgerecht und wirtschaftlich gefertigt werden kann.
Eagle Alloy, mit Sitz in Muskegon, USA, wurde 1979 gegründet, um den Kundenbedarf für eine flexible Fertigung von Stahl- und Edelstahlguss zu erfüllen. Heute ist Eagle Alloy eine weltweit wettbewerbsfähige Stahlgießerei für mittlere und Großserien. 1993 wurde Eagle Precision Cast Parts gegründet, um hochwertige Feingussteile in kürzester Zeit liefern zu können. 1999 wurde in eine umfassende Bearbeitung investiert. 2002 expandierte der Konzern durch die Übernahme einer Aluminiumgießerei mit eigenem Modellbau. Hierzu wurde eigens ein neues Werk gebaut. Das bei Eagle Alloy genutzte Maskenformverfahren verbindet engste Toleranzen mit exzellenter Maßhaltigkeit. Die Kaltharzformanlage kommt bei der Kleinserienfertigung mit mittleren Anforderungen an die Toleranzen zum Einsatz. Sie eignet sich auch zur schnellen Prototypenfertigung vor der Modellherstellung. Die hausinterne Röntgenprüfung, ein hochentwickeltes Qualitätssicherungsprogramm, die hausinterne Bearbeitung der Gussteile sowie der Einsatz von MAGMA5 sind nur einige der Faktoren, die Eagle Alloy heute zu einem führenden Unternehmen der amerikanischen Stahlgussindustrie machen. 2015 wurde Eagle Alloy mit dem Preis „Metalcaster of the Year“ ausgezeichnet.
* Text und Bilder mit freundlicher Genehmigung von Eagle Alloy, USA