Technikhistorie wieder zum Leben erweckt
Der Nachbau einer historischen Dampflokomotive ist eine echte Herausforderung. Hierzu sollte die britische Gießerei Boro eine wichtige Schlüssel-Komponente der Lok detailgetreu nach den originalen Plänen gießen. Ein treffgenauer Erstabguss gelang durch Optimierung der Gießtechnik mit MAGMASOFT®.
BR Standard Class 6 CLAN‘ 72010 ‚HENGIST”, schon der Name alleine lässt die Herzen von eingefleischten Eisenbahnfans merklich höher schlagen. Die Lokomotive aus der Dampf-Ära weckt Begeisterung, nicht nur die von Bahn-Enthusiasten. Bei den Eisenbahnfans entstand daraus vor einiger Zeit die Idee, zumindest ein Exemplar der alten Lok durch einen originalgetreuen Nachbau wieder aufleben zu lassen: Niete für Niete, Bolzen für Bolzen, Bauteil für Bauteil sollte die CLAN-HENGIST-Lokomotive durch die britische Standard Steam Lokomotive Company Limited wieder neu entstehen.
Das Team aus Sheffield wollte eine funktionsfähige Dampflokomotive nach den originalen HENGIST-Konstruktionszeichnungen des damaligen Entwicklers Robert Riddles bauen, die British Railways in den 1950er Jahren als Teil des Nachkriegsmodernisierungsplans in Auftrag gegeben hatte. Schon nach kurzer Zeit wurde der Bau der Lokomotive - damals jedoch noch vor ihrer Fertigstellung - eingestellt. Stahlknappheit und die aufkommende Dieselmotoren-Ära waren das Ende dampfgetriebener Loks.

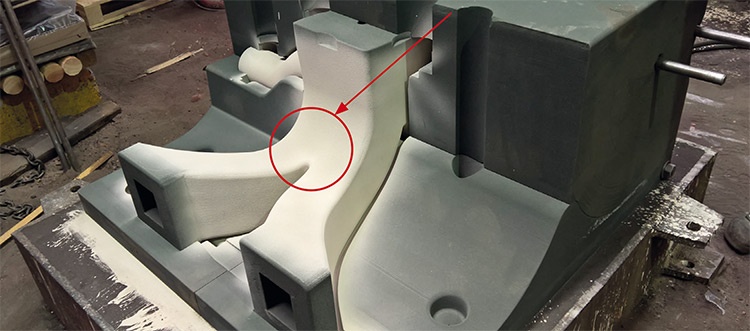
Wegen ihrer Erfahrungen in Eisenbahn-Rekonstruktionen wurde die Gießerei Boro im britischen Stourbridge für die Herstellung wichtiger Schlüssel-Komponenten ausgewählt. Sie sollte einen 210 kg schweren Dampfaustritts-Krümmer in Stahlguss fertigen – und dies in Losgröße 1. Deswegen und aufgrund der geometrischen Komplexität des Gussteils wurde hierzu zunächst eine Sandform in 3D-Druck nach den Ursprungsplänen erstellt. Wegen der hohen Legierungskosten und der einmaligen Verwendbarkeit der Form musste der Abguss gleich beim ersten Versuch gelingen.
Um die Wahl eines geeigneten Gießverfahrens sicherzustellen, arbeitete die Gießerei Boro in einem Engineering-Projekt mit MAXIMA Engineering, dem englischen Partner der MAGMA, zusammen. Die Überprüfung des ursprünglichen Gießverfahrens mit MAGMASOFT® zeigte jedoch, dass sich bei der Erstarrung ein erhebliches Risiko für Porosität ergeben würde.
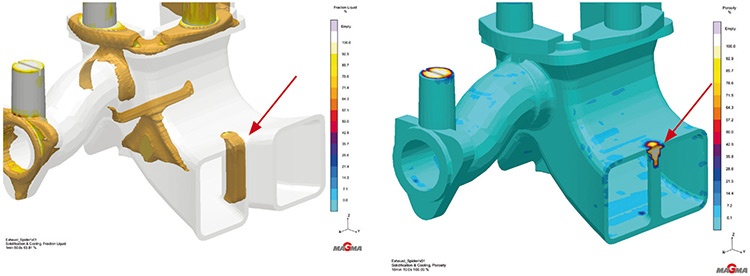
Nach intensiver Überprüfung des Entwurfs wurde beschlossen, die Geometrie oberhalb des Rippenbereichs um eine Speisungshilfe zu ergänzen, um eine gerichtete Speisung zu ermöglichen.
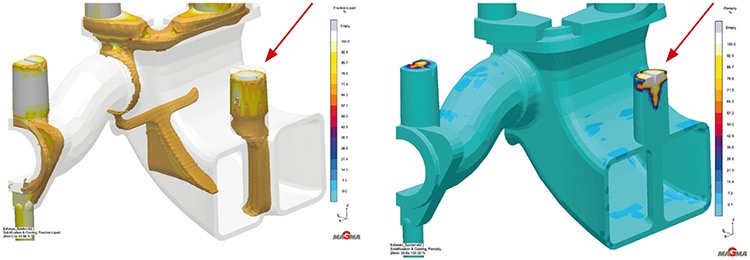
Auf Basis der MAGMASOFT®-Simulation übernahm Boro das leicht veränderte Design mit der Speisungsmöglichkeit zum Abguss des Bauteils ohne Änderungen.
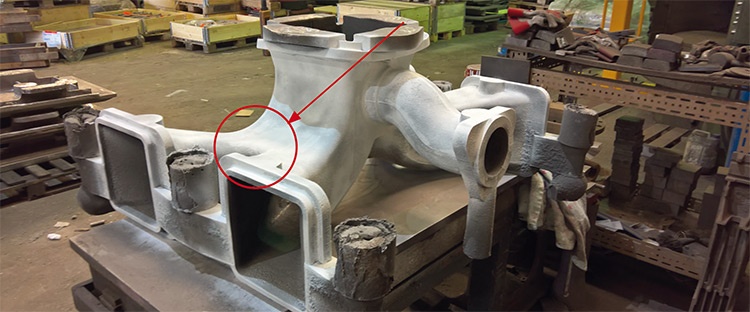
Ergebnis des Abgusses: Der Auslass-Krümmer zeigte, wie von MAGMASOFT® vorhergesagt, keinerlei Porosität. Dadurch waren keine Schweißreparaturen notwendig.
Die Gießerei Boro freut sich nun auf ähnliche Projekte, bei denen die Ergebnisse von MAGMASOFT® in die Auslegung von komplexen Guss-Stücken unter Einsatz 3D-gedruckter Sandformen einfließen werden.
Die Boro Foundry mit Sitz im britischen Stourbridge wurde vor über 60 Jahren gegründet. Heute produziert das Familienunternehmen verschiedene Arten von Eisen-und Stahlguss. Zum Materialspektrum zählen u. a. Grauguss, Kohlenstoffstähle, duktiles und legiertes Eisen, Ni-Resist sowie rostfreie Stähle. Die modernen Fertigungsstätten im Werk Lye (Stourbridge) sind in der Lage, alle Prozessschritte von der ersten Zeichnung über den Abguss bis hin zu fertig CNC-bearbeiteten, qualitativ hochwertigen Gussteilen durchzuführen. Gussteile können mit verschiedenen Formverfahren hergestellt werden. Für Spezialprojekte wie den Eisenbahnguss reichen die Stückgewichte je nach Werkstofftyp von 1 kg bis 8.000 kg.