Am Anfang ist die Kammer
Gute Druckgussqualität beginnt spätestens in der Gießkammer. Metalltemperatur und Dosiergeschwindigkeit sind nur die wichtigsten Größen, die die Qualität der Schmelze bestimmen. Werden hier Fehler gemacht, kann auch die teuerste Druckgießmaschine keine guten Bauteile produzieren.
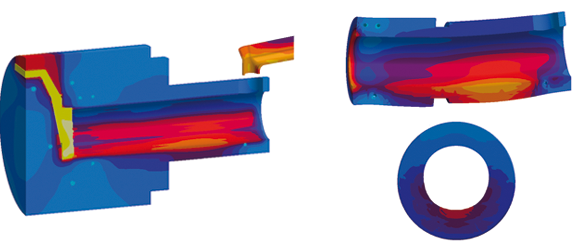
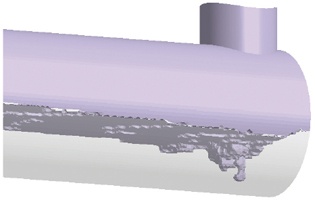
Simulation macht das komplizierte Zusammenspiel dieser Größen deutlich: Luft und Oxide werden in die Schmelze eingewirbelt. Schon nach kurzer Zeit beginnt die Erstarrung der Schmelze im Randbereich. Simulation ermöglicht die Vorhersage und erlaubt, Prozess, Werkstoff oder konstruktive Alternativen zu überprüfen.
Temperaturunterschiede in der Kammer führen zu deutlicher Verformung. Der genau auf Passung gearbeiteten Presskolben wird dadurch beim Durchfahren der Gießkammer unterschiedlich abgenutzt. Wird die Abnutzung zu groß, muss der Gießprozess unterbrochen und verschlissene Teile ausgewechselt werden.
Simulation unterstützt die Auslegung der Kühlung in der Füllkammer, um so spätere Störungen zu minimieren.