Verminderung von Porositäten in Ventilgehäusen
Speisungsbedingte Porositäten können in Druckgussteilen in dickwandigen Bereichen kaum vollständig vermieden werden. Dies liegt daran, dass der Druck der dritten Phase nach dem frühen Zufrieren der Anschnitte nicht mehr effektiv wirken kann.
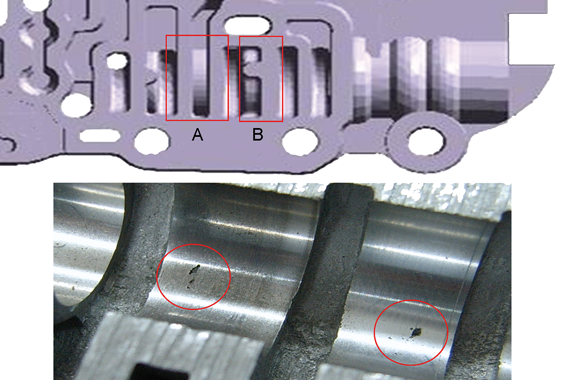
Um diese Porositäten zu minimieren, können unterschiedliche Maßnahmen helfen (lokales Squeezen, Kühlung). Allerdings treten die Fehler häufig erst nach der Bearbeitung auf. Die Ausschussrate für das Ventilgehäuse betrug zu Beginn der Fertigung 15 - 20%. Die Simulation zeigt, dass sich in dem bearbeiteten Bereich ein Wärmezentrum befindet.
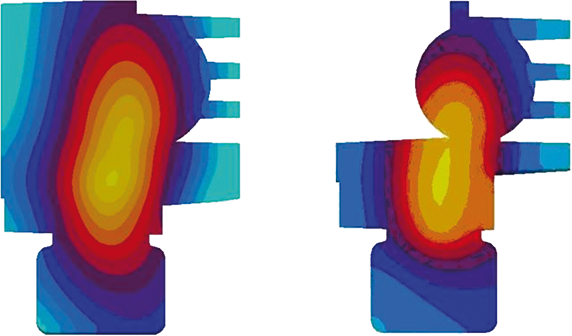
Verschiedene Maßnahmen zur Beseitigung des Problems wurden untersucht: Verminderung der Masseanhäufung, um die Erstarrung zu beschleunigen, modifizierte Kühlung und zusätzliche Überlaufbohnen, um eine bessere Temperaturverteilung zu erreichen und damit das Wärmezentrum in einen unkritischen Bereich zu verschieben. In der Praxis waren die zusätzlichen Überlaufbohnen die effektivste und gleichzeitig die einfachste Lösung. Mit diesen Maßnahmen konnte der Ausschuss auf 3 % reduziert werden.
* Mit freundlicher Genehmigung von Dognam Precision, Korea