Optimierung von Kernschießen und Aushärtung von komplexen Kernen
Die brasilianische Gießerei Usiminas arbeitet konsequent an der Entwicklung von robusten Werkzeugen und Prozessen in der Kernfertigung. Daher wurde zum frühestmöglichen Zeitpunkt die neue Kernschieß-Simulationssoftware MAGMA C+M eingeführt. Der erste Einsatz der Software erfolgte bei einem Projekt, das zu Beginn der Nutzung des Programms bereits angelaufen war.
Das Hauptziel war daher die Optimierung der Prozessbedingungen für das bereits bestehende Werkzeugkonzept. Der PU-Cold-Box-Kern wird entsprechend seiner Geometrie auch „schmale Taille“ genannt: Länge 920 mm, große Querschnittsänderungen innerhalb des Kerns, beträchtliche Änderungen in der Fließrichtung des Sandes während des Schießens, sowie die Notwendigkeit, bestimmte Teile des Kerns im Gegenstrom zu füllen, bedeutete eine der größten Herausforderungen für die Kernfertigung bei Usiminas.
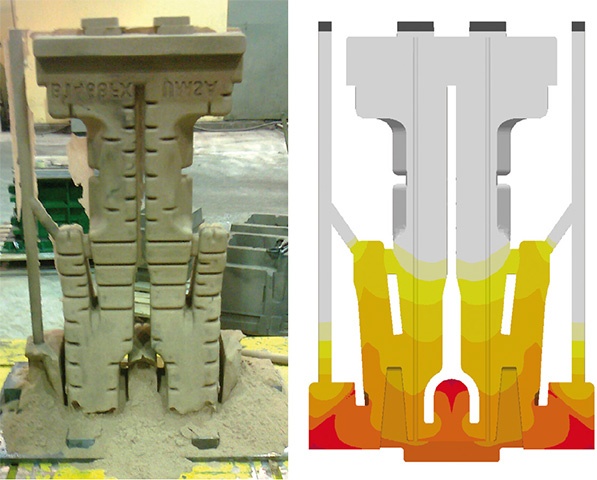
Bei den ersten Versuchen zeigten sich Probleme bei der Herstellung, die zum völligen Kollaps des unteren Kernbereichs führten (Bild 1). Daraufhin wurden die Kernschieß- und Aushärtungsschritte in MAGMA C+M im Detail analysiert, so dass erste Rückschlüsse hinsichtlich des bestehenden Fehlers gezogen werden konnten.
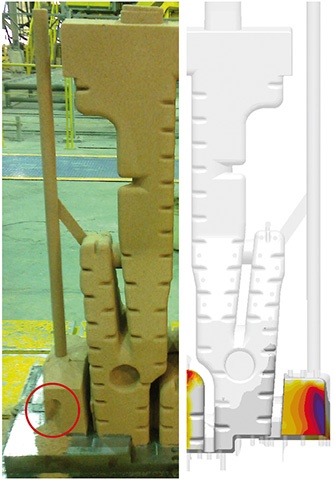
Der Mangel an Kernfestigkeit konnte aufgrund der Ergebnisse mit einer schlechten Aushärtung in Verbindung gebracht werden. Schon die erste Simulation (Bild 2) zeigte, dass die Problemzonen während des Begasens nur eine sehr geringe Konzentration an Amin aufwiesen, was die Grundursache für den Fehler war.
Unterschiedliche Prozessbedingungen wie Begasungs- und Spülzeiten sowie der Begasungsdruck wurden verändert. Diese Versuche lieferten sowohl in der Simulation als auch in der Realität bessere Ergebnisse. Dennoch waren die geforderten robusten Prozesse für den Kern noch immer nicht sichergestellt.
Die weitere Untersuchung mithilfe von MAGMA C+M richtete sich auf die Auswertung der lokalen Konzentration des absorbierten Amins, da hierdurch Bereiche angezeigt werden, in denen das katalysierende Gas die chemische Reaktion nicht aktivieren kann. Dieses Ergebnis zeigt deutlich, dass lokal nur sehr geringe Konzentrationen des Katalysators zur Verfügung standen, um die Aushärtung in den fehlerbehafteten Bereichen zu beschleunigen.
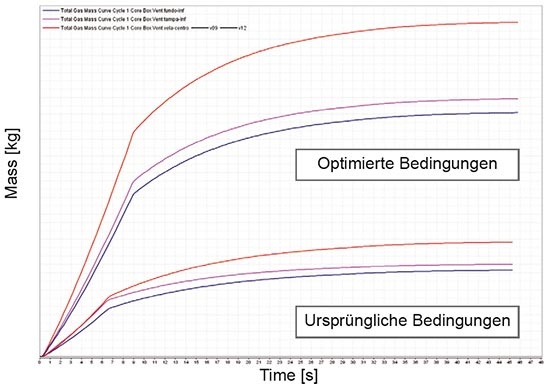
Die Auswertung der simulierten Kurven für den Massenstrom des Amin/Luftgemisches durch die Entlüftungsdüsen verdeutlichte, dass das Katalysatorgas die betroffenen Bereiche nicht erreichte. Der offene Entlüftungsquerschnitt der oberen und mittig gelegenen Entlüftungsdüsen erlaubte ein frühzeitiges Entweichen des Gases, bevor es den Boden erreichte.
Anstatt kostenintensive Änderungen am Kernkasten durchzuführen, entschied sich Usiminas für eine einfache Lösung: einige Entlüftungsdüsen in den oberen und mittig gelegenen Bereichen wurden geschlossen, um so die Gaskonzentration im unteren Bereich zu erhöhen. Allerdings war es den Fachleuten klar, dass diese Änderungen wohl auch das Kernschießen selbst beeinflussen würden.
Die Optimierung führte zu einem beträchtlichen Konzentrationsanstieg des gasförmigen Amins (~ 36%) in den unteren Bereichen des Kerns (Bild 4). Im Vergleich zum ursprünglichen Projekt stieg außerdem die Menge an im Binder kondensiertem Amin an. Mit den gewählten Anpassungen produzierte Usiminas einen Kern ohne jeden Aushärtungsfehler. Da die Entlüftung reduziert wurde, traten jedoch die erwarteten schießbedingten Fehler auf.
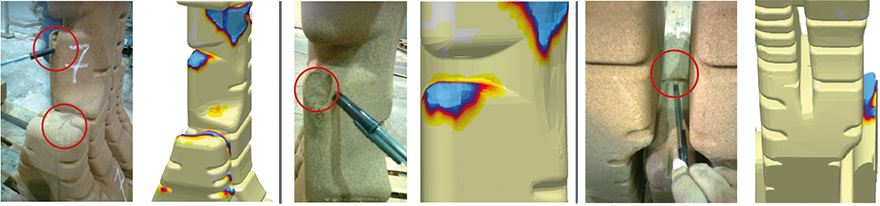
Daher wurde mit MAGMA C+M eine weitere Untersuchung des Kernschießverlaufs durchgeführt. Die Simulationsergebnisse zeigten eine sehr gute Übereinstimmung zwischen den realen Defekten und den Bereichen geringer Verdichtung. Die Animation des Fließverhaltens zeigte außerdem, dass die Probleme in den kritischen Bereichen durch einen gegen die Hauptfließrichtung gerichteten Gegenstrom des Sandes bedingt waren.
Alle noch vorhandenen Fehler im Kern lagen in der Nähe zur Formteilung des Kernkastens. Dabei wiesen einige Fehlstellen eine glatte Oberfläche auf, was darauf hinwies, dass der Sand noch während des Schießens an diesen Stellen durch einen starken Luftstrom entfernt worden war. Die Ergebnisse der Kernschießsimulation unterstützen Usiminas’ Überlegung, dass ein unzureichendes Abdichten des Formkastens der Grund für den Fehler war: Luft konnte mit hoher Geschwindigkeit durch die Formteilung entweichen.
Diese Hypothese wurde überprüft, indem im Werkzeug eine Silikondichtung für eine verbesserte Abdichtung der relevanten Bereiche des Kernkastens eingesetzt wurde. Mit dieser Anpassung konnte reproduzierbar ein völlig fehlerfreier Kern produziert werden.

Mit seiner 50-jährigen Firmengeschichte ist Usiminas führend auf dem brasilianischen Flachstahl-Markt und eins der größten Stahlunternehmen Lateinamerikas. Die Kapazität beträgt rund 9,5 Millionen Tonnen Stahl pro Jahr. Usiminas Mecânica ist führender Anbieter von Investitionsgütern und Dienstleistungen für die Stahl-, Eisenbahn-, Bergbau-, Automobil-, Energie- und Öl- sowie Marine und Ausrüstungsindustrie in Brasilien. Mit den kürzlich getätigten Investitionen hat sich die Gießerei von Usiminas Mecânica zu einem der größten Hersteller sowohl von kleinen als auch großen Stahlgussteilen Südamerikas entwickelt. Die jährliche Produktionskapazität beträgt 30.000 Tonnen, was etwa 10% der für 2012 erwarteten Kapazität in Brasilien ausmacht.
* Text und Bilder mit freundlicher Genehmigung von Usiminas, Brasilien