Surya TOTO: Ein ungewöhnlicher Ansatz
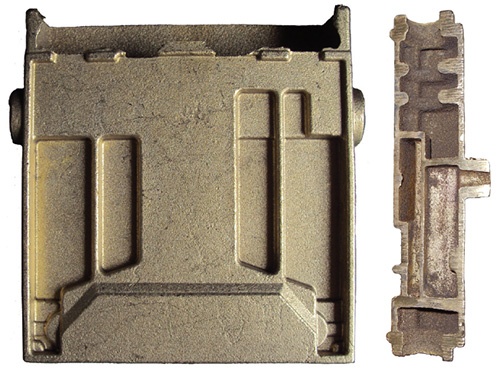
Surya TOTO stand kürzlich vor der Herausforderung ein Gussteil herzustellen, das dort in dieser Form noch nie produziert worden war. Obwohl bei Surya TOTO täglich erfolgreich Gussteile für Thermostate aus Kupferbasislegierungen im Niederdruckgussverfahren hergestellt werden, unterschied sich dieses neue Modell deutlich von allen bisherigen Gussteilen und war in einigen Punkten einzigartig.

Dafür waren im Wesentlichen zwei Gründe verantwortlich: Zum einen sollte das neue Gussteil Wasserdruck von bis zu 5 bar standhalten und zum anderen wies das Gussteildesign sehr dünnwandige Bereiche und lange Fließwege auf.
Die ersten Formkonzepte basierten auf Erfahrungswerten zuvor bereits erfolgreich produzierter Gussteile. Überraschenderweise schnitten diese Thermostaten – nach zunächst vielversprechenden ersten Sichtprüfungen – relativ schlecht ab. Es kam zu hohen Ausschussraten, da die Gussteile die Qualitätsprüfung in Form eines Lecktests nicht bestanden. Um die wesentlichen Fehlerursachen nachvollziehen zu können und das Problem zu beheben, führten die Gießereiingenieure bei Surya TOTO eine Analyse des Gießprozesses mit Hilfe von MAGMA5 durch. Die Ergebnisse aus Fertigung und Simulation lieferten eine gute Übereinstimmung. Sie zeigten, dass die Probleme hauptsächlich in der Formfüllung begründet lagen. Das Formkonzept mit einem großen Anschnitt unten und zwei kleineren seitlichen Anschnitten führte nicht zur gewünschten Qualität. Während der Formfüllung kam es zu einem erheblichen Temperaturabfall der Schmelze und damit zu einem erhöhten Risiko für Kaltlauf. Darüber hinaus konnten gelegentlich auf der Gussteiloberfläche auftretende Lufteinschlüsse auf eine unruhige Formfüllung beziehungsweise strömungsbedingte Turbulenzen zurückgeführt werden.
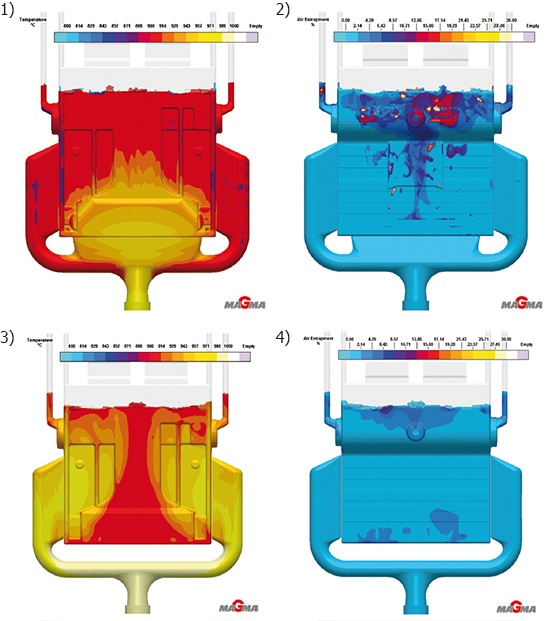
Das ursprüngliche Formkonzept sah vor, dass die zwei seitlichen Anschnitte die Formfüllung durch den massiven zentralen Anschnitt unterstützen und im Speziellen die dünnwandigen Bereiche mit frischer Schmelze versorgen. Die Auswertung der Temperaturverteilung während der Formfüllung verdeutlichte jedoch die dabei auftretenden Probleme. Während der Formfüllung fließt der Großteil der Schmelze direkt durch den mittleren Anschnitt nach oben, während die seitlichen Anschnitte kaum an der Formfüllung beteiligt sind. In den dünnwandigen Bereichen kommt es zu einem raschen und deutlichen Temperaturabfall der Schmelze und zu den beobachteten Kaltschweißstellen. Darüber hinaus ist die Geschwindigkeit der durch den unteren Anschnitt eintretenden Schmelze sehr hoch und verstärkt so die formbedingte Neigung der Schmelze zur Turbulenzbildung.
Das Entwicklungsteam der Surya TOTO beschloss, dass zur Verbesserung der Situation eine Änderung des gesamten Formkonzepts nötig war. Aufgrund der für eine solche Änderung erforderlichen beträchtlichen Ressourcen im Werkzeugbau und in der Fertigung sollte die Anpassung möglichst einfach ausfallen und leicht umsetzbar sein. Alternative Konzepte wurden daher zunächst mit Hilfe von MAGMASOFT®-Simulationen erarbeitet und eingehend bewertet. Aus diesen Erkenntnissen wurden zwei konkrete Maßnahmen abgeleitet: eine radikale Änderung des Anschnittkonzeptes und eine Anpassung der Gießkurve. Anstatt die Fließleistung am mittleren Anschnitt durch eine Änderung des Anschnittquerschnitts anzupassen, entschied sich Surya TOTO dazu, den mittleren Anschnitt ganz zu entfernen. Im Erfolgsfall würde dies nicht nur die beobachteten Probleme lösen, sondern auch das Ausbringen und damit die Gesamtwirtschaftlichkeit des Fertigungsprozesses verbessern. Zur Überprüfung und Validierung des neuen Konzepts setzten die Ingenieure erneut auf MAGMA5.
Die Simulationsergebnisse für das neue Formkonzept waren vielversprechend. Die Schmelzetemperatur war in dem dünnwandigen Bereich über den gesamten Verlauf der Formfüllung deutlich oberhalb der Liquidustemperatur. Damit wurde das Kaltlaufrisiko effektiv reduziert und in den Toleranzbereich hinein minimiert. Darüber hinaus zeigte die Formfüllung nun deutlich weniger Turbulenzen und das Risiko für Lufteinschlüsse sank signifikant. Auf Grundlage dieser Ergebnisse kam das Entwicklerteam zu einer positiven Gesamtbewertung des Designs und beschloss, einen Produktionstest durchzuführen.
Die mit dem neuen Werkzeug und einer angepassten Druckkurve hergestellten Gussteile wurden sorgfältig auf Fehler untersucht. Zur Dokumentation der Prozessleistung und zur Gewährleistung der Gussteilqualität wurde das neue Formkonzept auf Basis von fünf verschiedenen Qualitätskriterien, von ‘ungenügend’ bis zu ‘sehr gut’, bewertet. Bei diesem Bewertungssystem handelt es sich um ein Standardverfahren für alle neuen Formen bei Surya TOTO. Eine neue Form wird erst dann als produktionstauglich eingestuft, wenn sie insgesamt mit ‘gut’ bewertet wird und damit mindestens 80% der erforderlichen Voraussetzungen für den täglichen Fertigungsprozess erfüllt. Die abschließenden Ergebnisse für das neue Formkonzept des Thermostats zeigten bei Sichtprüfungen, metallographischen Analysen und Dichtigkeitsprüfungen eine deutliche Verbesserung.
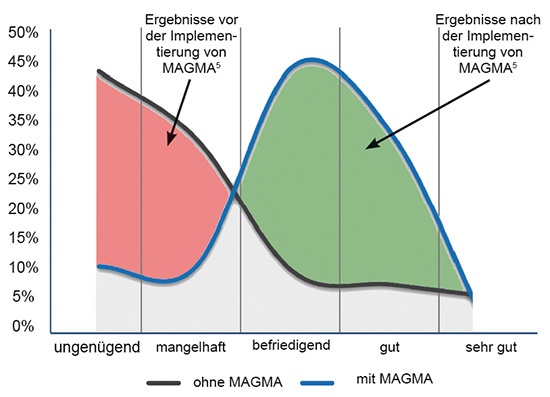
Als Folge der Werkzeugoptimierung für dieses Gussteil wurde der Einsatz von MAGMA5 für die Entwicklung aller neuen Formen bei Surya TOTO verpflichtend vorgeschrieben. Vor der Einführung von MAGMA5 erfüllten 80% aller neuen Formen zunächst nicht die Anforderungen. Damit waren kostspielige Änderungen nötig, um die Formen produktionstauglich zu machen. Nach der vollständigen Implementierung von MAGMA5 sank dieser Anteil von 80% auf 20%. So konnten auch viele weitere Vorteile realisiert werden, wie beispielsweise die anderweitige Nutzung von bisher durch die Optimierungsschleifen gebundenen Mitteln und Ressourcen. Diese stehen den Ingenieuren von Surya TOTO nun zur Bewältigung anderer Herausforderungen zur Verfügung.
Über Surya TOTO. Bei Surya TOTO Indonesia handelt es sich um das erste Überseewerk von TOTO Japan, das 1977 eröffnet wurde. TOTO selbst wurde 1917 als Hersteller von Sanitärkeramik und Sanitärarmaturen gegründet und wurde schließlich zu Japans führendem Unternehmen im Bereich Sanitärbedarf und Armaturen. Als Unternehmen des 21. Jahrhunderts hat TOTO den Anspruch, die Lebensqualität zu verbessern und zugleich mit Hilfe umweltfreundlicher Produkte zur Schonung der Umwelt beizutragen. Die Surya TOTO erhielt in den zurückliegenden Jahren zahlreiche Auszeichnungen und wurde vor kurzem von der indonesischen Ausgabe des Forbes-Magazins als eines der 50 besten indonesischen Unternehmen ausgezeichnet.
*Text und Bilder mit freundlicher Genehmigung von Surya TOTO, Indonesien